Group: RECKLI GmbH

Catalog excerpts

Strukturmatrizen Abformtechnik Formen- und Modellbauharze Betonveredelung DESIGN YOUR CONCRETE Abformungen und Reproduktionen Formen- und Modellbauharze Polyurethane · Epoxidharze · Silikone
Open the catalog to page 1
Abformungen und Reproduktionen Für Abformungen von Modellen mit ela- damit zu einem Schrumpf des Vulka- stischen Abformmassen zur Anfertigung nisats, der bis zu 5 % betragen kann. von Replikaten bieten wir 2 Produktgrup- Außerdem sind die Formen erst einsatz- bereit, wenn sich der Alkohol vollständig denen Materialgrundlagen aufbauen: verflüchtigt hat. Entsprechend hängt die Dauer stark von der Art und Kompaktheit der Form ab. KV-Typen brauchen zudem für eine vollständige Durchhärtung geringe Mengen an Feuchtigkeit, sonst bleibt Bei beiden handelt es sich um elastische, die der Luft...
Open the catalog to page 2
nicht, sind Funktionseinschränkungen sowohl bei der Abformung selbst als auch bei der Herstellung der Replikate Beton / Betonwerkstein nicht auszuschließen. Mörtel / Putze Jede Maßnahme wird aber die Ober- Glas / Keramik ändern. Es ist deshalb zu prüfen, ob das Holz / Holzwerkstoffe sein darf oder ob das Modell im Urzu- Plastilin / Kitte stand erhalten bleiben muss, was eine Harte Kunststoffe Abformung verbieten könnte. Weiche Kunststoffe Lack / Anstrich Welche Eigenschaften von Untergründen Textilien / Leder Papier / Pappe getroffen werden und welche Maß- nahmen zur Erreichung eines...
Open the catalog to page 3
Abformungen und Reproduktionen Trennmittel für die Abformung (Modell : Elastomer) Beton / Betonwerkstein nicht erforderlich Mörtel / Putze nicht erforderlich Polierwachs, wenn trocken nicht erforderlich Formenwachs, wenn trocken nicht erforderlich Glas / Keramik Holz / Holzwerkstoffe nicht erforderlich Plastilin / Kitte nicht erforderlich Harte Kunststoffe Formenwachs, wenn lösemittelbeständig nicht erforderlich, aber Gefahr von Weiche Kunststoffe Formenwachs, wenn lösemittelbeständig nicht erforderlich, aber Gefahr von Lack / Anstrich Formenwachs, wenn lösemittelbeständig Textilien / Leder...
Open the catalog to page 4
Vor dem Mischen wird die Stammlösung Generell sollte eine Verarbeitung der gründlich aufgerührt. Dann wird der Elastomere unter +10 °C nicht erfolgen, werden in Doppelgebinden oder als Ge- Härter der Stammlösung im angegebe- bindepaare verschiedener Größen ein- Temperaturen völlig „einschlafen“ kann. schließlich Härter geliefert. Bei Doppel- beide Materialien homogen miteinander gebinden ist der Härter in Plastikflaschen vermengt. Zur Vermeidung von Misch- Härter und Stammmaterial sind immer im abgefüllt. Die Flaschen liegen im Deckel fehlern ist das Material von der Wandung Originalzustand...
Open the catalog to page 5
Welche Art von Formen gibt es ? Generell unterscheidet man zwischen den soll und keine zu starken Hinter- oder Massivformen, die auch als Vollguss- Unterschneidungen aufweist. Diese For- Stütz- oder auch Trägerformen sind an formen bezeichnet werden oder Man- men erfordern immer die Überlegung, an die Mantelformen angepasste Formen, die telformen, die oft auch Haut- oder welcher Schnittlinie die Formennaht ent- den dünnwandigen elastischen Formen Strumpfformen genannt werden. Bei- lang geführt werden und wo die Ein- beim Eingießen des Replikatwerkstoffes de Formenarten können einteilig aber...
Open the catalog to page 6
Einsatzfähigkeit / Handhabung / Reparatur / Reproduktionen Einsatzfähigkeit der Formen komplett ablüften und trocknen lassen, Die Vulkanisate erreichen nach ca. 7 bevor die Form wieder eingesetzt oder Tagen ihre endgültige Durchhärtung und eingelagert wird. zeichnet man auch als Kopien oder damit die volle mechanische und chemi- sche Belastbarkeit. Abhängig von dem Si-Formen lassen sich mit klarem Wasser unter Zugabe von ein paar Spritzern Werkstoff, aus dem das Replikat herge- Spülmittel leicht reinigen. Nach der sind Gips oder Zementmörtel/Beton. stellt werden soll, können die Elasto-...
Open the catalog to page 7
4 | Aufstreichen der ersten Silikonschicht 3 | geglätteter und versiegelter Trennwulst
Open the catalog to page 8
6 | Setzen von Schaumstoff-Füllungen in Hinter- oder starken Unterschneidungen 7 | Aufstreichen der zweiten Silikonschicht 9 | dritte Silikonschicht aufstreichen und glätten 10 | geglättete letzte Silikonschicht 11 | Einbetten von Halteschlaufen zur Fixierung in der Stützform
Open the catalog to page 9
15 | fertige erste Formenhälfte 16 | Abstützung und Verspannung der ersten Formenhälfte
Open the catalog to page 10
17 | Aufstreichen der dritten Silikonschicht auf die zweite Formenhälfte 18 | Schaumstoff-Füllungen für den hinterschnittenen Faltenwurf 19 | Anspachteln der Aussteifung mit Stützmasse EP-F Type VB
Open the catalog to page 11
22 | Form fertig zum Reproduktionsguss 24 | Abnehmen der Stützschale vom Silikon-Mantel
Open the catalog to page 12
25 | Abkrempeln des Silikon-Mantels vom Replikat
Open the catalog to page 13
Arbeitsschritte und graphische Darstellung Massivform – einteilig (Matrize) ț Um das vorbehandelte Modell Absperrrahmen setzen und befestigen ț Rahmen mindestens 8 mm höher als der höchste Strukturpunkt im Modell ț Rahmen eventuell abdichten ț Falls erforderlich, Modell und Rahmen mit entsprechendem Trennmittel versehen ț Trennmittel trocknen lassen ț Elastomer anrühren und aus möglichst großer Höhe mit dünnem Strahl auf die tiefste Stelle des Modell gießen und von dort über das Modell fließen lassen ț Höchsten Modellpunkt ca. 8 mm überdecken ț Bei großflächigen Modellen das Elastomer...
Open the catalog to page 14
Massivform – einteilig (Kastenform) ț Vorbehandeltes Modell auf eine Bodenplatte legen/stellen und fixieren ț Um das Modell Absperrahmen setzen und befestigen ț Rahmenabstand zum Modell mindestens ca. 2 cm ț Rahmen mindestens 10 mm höher als der höchste Modellpunkt ț Stöße und Fugen des Rahmens abdichten ț Falls erforderlich, Modell und Rahmen mit entsprechendem Trennmittel versehen ț Trennmittel trocknen lassen ț Elastomer anrühren und aus möglichst großer Höhe mit dünnem Strahl in den Kasten in die tiefste Stelle des Modells gießen, ț Nur in die tiefste Stelle des Modells fließen lassen...
Open the catalog to page 15All RECKLI GmbH catalogs and technical brochures
-
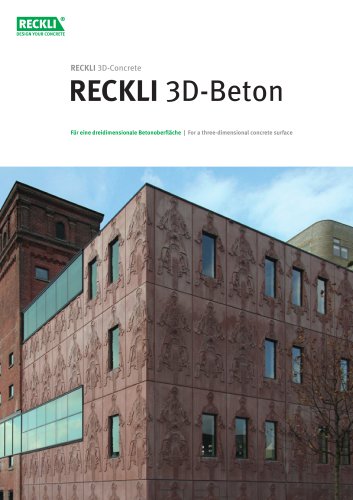 3D-Béton
3D-Béton12 Pages
-
 Artico
Artico47 Pages
-
 Patternbook (Main catalogue)
Patternbook (Main catalogue)356 Pages
-
 RECKLI Graffix Basic GB
RECKLI Graffix Basic GB2 Pages
-
 Photo-Engraving Formliners
Photo-Engraving Formliners16 Pages
-
 RECKLI-Magazine “Formliner”
RECKLI-Magazine “Formliner”144 Pages
-
 Hose and cable tunnels
Hose and cable tunnels4 Pages
-
 Custom-Made Formliners
Custom-Made Formliners8 Pages
-
 Material for Block-Moulds
Material for Block-Moulds12 Pages
-
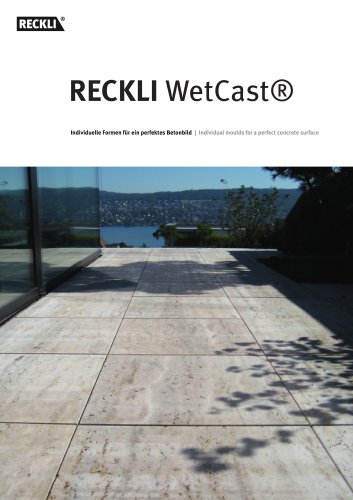 WetCast
WetCast4 Pages
-
 3D-Formliners
3D-Formliners4 Pages
-
 Trends
Trends12 Pages
-
 RECKLI One Off Formliners
RECKLI One Off Formliners8 Pages
-
 Application Guide Line
Application Guide Line16 Pages
-
 Mini Catalogue Formliners
Mini Catalogue Formliners56 Pages
-
 Baluster moulds
Baluster moulds12 Pages
-
 Formliners
Formliners372 Pages





Archived catalogs
-
 One-Timer Formliner
One-Timer Formliner36 Pages
-
 Application Guide Line
Application Guide Line16 Pages
-
 Nawkaw Staining
Nawkaw Staining8 Pages
-
 RECKLI One Timer Formliners
RECKLI One Timer Formliners36 Pages
-
 Catalogue references
Catalogue references68 Pages